
Legfontosabb dolgok, amit a fémfúrókról tudni kell
A fémfúrók a legismertebb és a legelterjedtebb fúrók a felhasználók körében!
Néhányan még használnak olcsó, barkácsbolt szintű, a legegyszerűbb kivitelben gyártott néhány tíz forintos terméket. A másik véglet pedig a precíziós, belső hűtéssel rendelkező, legprofibb, CNC gépeknél használt, század és ezred mm-es pontosságú, különböző bevonattal ellátott, speciális fúrók. Ebből is látható, a szerszámpiac milyen sokrétű és minden igényt kielégítő, a mai modern világunkban. A fémfúró szinte minden háztartás és iparág nélkülözhetetlen, alapvető terméke. Használhatjuk még csavarok, szegecsek és menetfúrók magfurataihoz is.
Megkülönböztethetjük ezeket a szerszámokat, anyaga pl.: HSS, HSS-CO, vagy éppen a fúrni kívánt anyagok szerint, például acél és ötvözetei, alumínium, INOX stb.
A fúrógép tokmánya szerint, pl.: hengeres, lapolt, Morse kúpos (MK), a furat átmérője, illetve a hosszúsága, azaz a forgácshorony munkahossza szerint. Megkülönböztetünk még külső vagy belső hűtéssel, esetleg hűtés nélküli szerszámokat.
A fúróhegy tűrése szerinti besorolású (az elkészített furat igényelt pontosságánál megadott mérőszám) alapján is választhatunk. A fúrószár pontos méretét tolómérő segítségével tudjuk megmérni.
Kapható fúró db-ra, illetve fúrókészletben is a mennyiség és felhasználás igénye szerint.
Használhatjuk a legegyszerűbb elektromos vagy akkus fúrógépekben, oszlopos és állványos fúrógépeknél, helyszíni furatok készítésénél, mágnestalpas fúrógépekben és a legmodernebb CNC gépeknél egyaránt.
Azt viszont fontos tudni, hogy ütve fúró üzemmódban, soha ne használjuk fémfúrót! A tipli befúrását falba, csempézett fürdőszobába vagy betonba se akarjuk fémfúróval elkészíteni, habár lehet, hogy 1-2 furat sikerül, de a szerszám biztos, hogy tönkremegy! Hiába akarjuk utána már fémre használni, ekkor már a köszörű sem segíthet a fúrón! Az iszerszam webáruházban van erre a célra megfelelő szerszám, a betonfúrók kategóriában, nagy méret és típus választékban! Már 1-2 furatra is érdemes beruházni, hiszen később is szűkségünk lehet arra, hogy legyen megfelelő szerszámunk.
A fémfúrók között is a legelterjedtebbek a HSS csigafúrók. Van fúró bevonat nélkül, illetve gőzölt, titán, cobalt és egyéb bevonatolt forgácshoronnyal. Már sokféle speciális bevonatot alkalmaznak a gyártók, hogy növeljék a munkafolyamat sebességét és a szerszámok élettartamát. Alapvetően szénacélok, egyéb puha fémek, öntvények és kemény műanyagok fúrására alkalmasak. A HSS szerszámacél bevonatolással alkalmassá tehető akár rozsdamentes anyagok, lemezek fúrására is. Az INOX anyagokhoz persze jobb, ha anyagában ötvözött HSS-CO, vagy HSSE jelzéssel ellátott szerszámot alkalmazunk, ezzel minimálissá téve a fúrószár élezés műveletét, így ritkábban kell a köszörűgépet használni. A hengeres szárú csigafúró az, amit a legtöbben használunk, mert a hagyományos tokmányok, legyen akár fogaskoszorús vagy gyorstokmány az, ami van a fúrógépeken.
Jellemző gond szokott lenni, hogy fúrás közben, még mielőtt átér az anyagon a fúróhegy, a fúró megáll és a tokmány tovább forog, akár meg is szorul. Biztos, hogy ezt már mindenki tapasztalta, aki dolgozott már fúrógéppel! Öreg” rutinos” szakiknál láttam, próbálták megelőzni ezt a gondot úgy, hogy egy kicsit ráhegesztettek a fúrószárra, vagy köszörűgépen a szárat „kockásították”. Természetesen ezzel a fúró központosítása oda is lett, de cserébe nem forgott le. Szükség tőrvényt bont alapon, ott, ahol nem kell pontos furat, esetleg ez jó lehet, de igazi megoldás is van!
Nálunk kapható a központosan, három oldalán lapolt „trikon száras” HSS, és HSS-CO fémfúró, nagy méretválasztékban, a DIN 338 szabvány szerint, ipari minőségben gyártva (MADE IN GERMANY). Nagyon jó tulajdonsága még a keresztél nélküli fúróhegy. Ezért íves felületen, csövön, sem gond a fúrás megkezdése, és „nem táncol” el a fúrandó helyről, tehát ott lesz a furat ahová eredetileg is akartuk. A 135 fokos élszalag gyors fúrást eredményez. Mindenkinek javaslom, próbálja ki, és biztos vagyok benne, ha teheti, többet nem akar más fúróval dolgozni!

(Fémfúró ABRABORO Multi Speed HSS-GS DIN 338)
Fémfúrók vannak még hosszú és extra hosszú kivitelben. Ott alkalmazzuk, ahol mély furatot kell készíteni, de ezeket már nem kézi gépeken, hanem esztergagépen használjuk.
A nagyobb átmérők esetén, Morse kúpos (MK jelöléssel ellátott) fémfúrót használunk, ami szintén lehet HSS, vagy HSS-CO is. MK fúrók 8,0 mm-es mérettől kaphatók. Oszlopos fúrógépeken, Morse kúpos befogás esetén is figyelni kell a fúrón lévő jelölésre, hogy milyen a kúp mérete, MK 1-es a legkisebb, MK 5-ös a legnagyobb átmérőknél. A befogó patronra kapható átalakító, így tudjuk a megfelelő méretre szűkíteni, vagy bővíteni a fúrón lévő kúp méretéhez igazodva.

(ABRABORO Morse Kúpos szárú fémfúró HSS-N)
Kétoldalas fúrók nem igazán elterjedt típusa a fémfúróknak. Ahogy az elnevezéséből is látható, mind a két végén található fúróhegy, rövid spirállal. Kifejezetten vékony anyagokhoz, lemezekhez fejlesztett termék, melyet leginkább a karosszérialakatosok használják. Ezt is megtalálhatjátok termékeink között.
Ponthegesztés fúrók: csakis cobalt ötvözött termék lehet éltartó, mert a ponthegesztés elkészítése során az acél a hő hatására edzetté válik. A szívós, kemény varratot kis fordulaton, lehetőleg hűtéssel tudjuk optimálisan lefúrni. A jellemző méretek: 6 mm és 10 mm között.
Központfúrók: a neve is utal rá, a furatok központosítására alkalmas, mindkét oldalán fúróhegy kialakítású, többféle típusban is készül. Anyaga lehet HSS, vagy HSSE, felülete lehet natúr, illetve többféle bevonattal ellátva is gyártanak központfúrót. Esztergályosok jól ismerik, pontos furatok készítésénél nagyon is fontos szerszám. Az általában használatos méretek 0,8mm és 6,3mm között.

(Forum központfúró)
A lépcsős fúrókat más néven ismerhetjük karácsonyfa fúrónak is. Az alakja miatt kapta ezt az elnevezést a felhasználóktól. Megkülönböztetjük elsősorban méretezése, illetve ami még nagyon fontos, az anyaga alapján. Fontos tudni, amit sokan elhibáznak a használata során, hogy kis fordulaton kell dolgozni vele, hiszen ez az élettartamát jelentősen növeli és itt nincs lehetőség az élezésére.
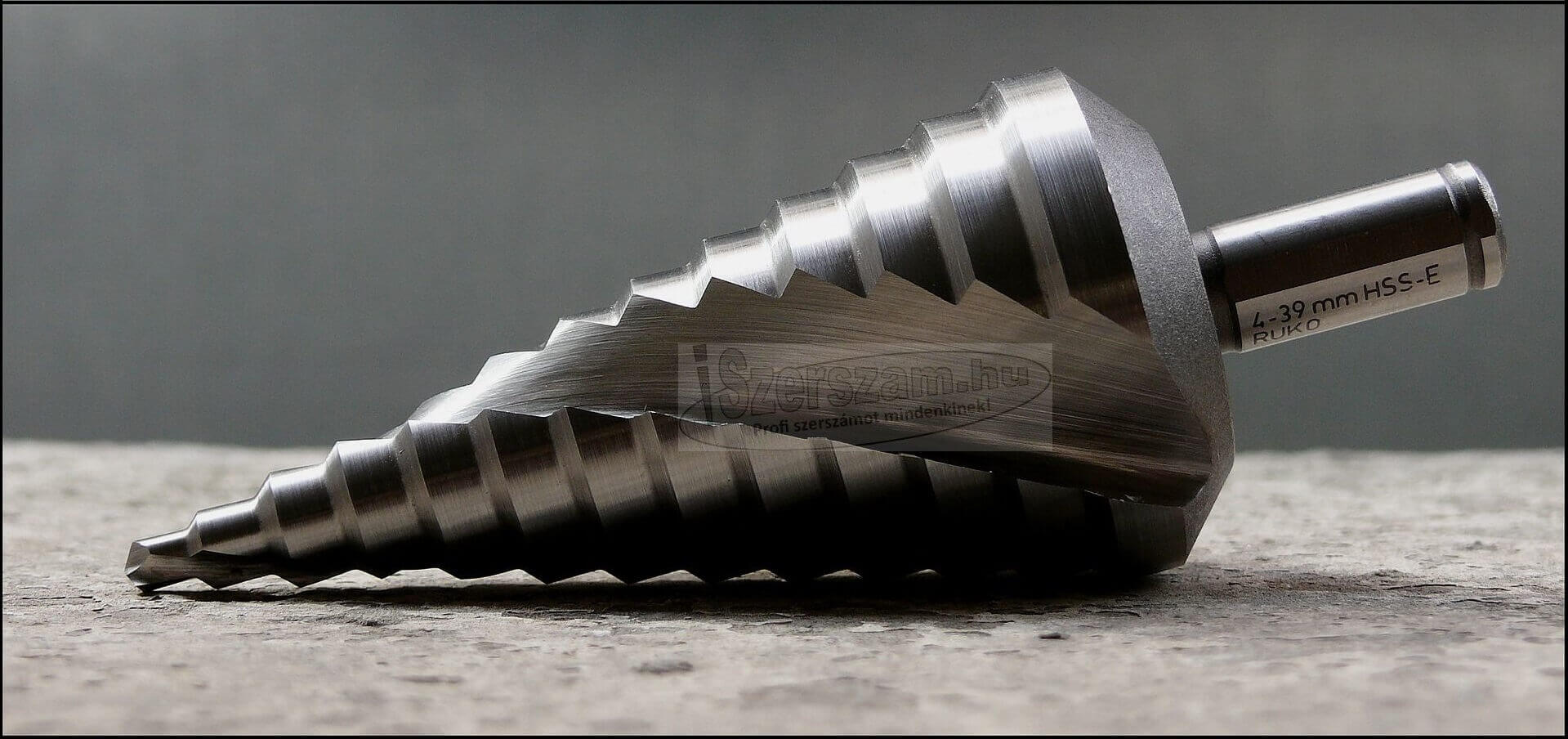
(Lépcsős fúró)
Elsősorban vékony anyagokhoz, lemezekhez használjuk. Választhatunk HSS, és HSS-CO típust a felhasználásának megfelelően. Hasonló termék, hasonló feladatokhoz a hántoló fúró, ami annyiban más, hogy itt nem lépcsősen változik a méret, hanem a kúpos kialakításából adódóan, folyamatosan. Emiatt viszont ez már szükség esetén élezhető.
Nem sorolható igazán klasszikus értelemben a fúrók közé, de itt érdemes megemlíteni a kúpos süllyesztőket, amivel a furatot, további megmunkálás során 60, 75, 90, 120 fokban tudjuk megmunkálni. A legismertebb és legtöbbet alkalmazott a 90 fokos süllyesztés, ami a süllyesztett fejű csavarok miatt lehet fontos. Szintén különböző méretben, anyagból, bevonattal készülnek, a munka jellegéből és a süllyesztendő anyagtól függően. A befogása lehet hengeres, kúpos és bites típusú is. Alkalmazható kézi és akkus fúrógépekkel, oszlopos és esztergagéppel, a lehetőségeink szerint.
Ne feledjétek, lehetőség szerint, minden fémfúrásnál használjatok hűtést, fúró vágó spray-t vagy folyadékot! A szerszám élettartamát jelentősen meghosszabbíthatod, mert a legjobb szerszámot is tönkre lehet tenni a nem szakszerű felhasználás során! Fontos még a megfelelő védőszemüveg és kesztyű használata a sérülések elkerülése érdekében is!
Köszönöm, hogy végigolvastad, bízom benne, hogy tudtam hasznos információt adni, kérdés esetén szívesen válaszolok és jó munkát kívánok!